
What is white labeling?
Unveiling the Power of White Labeling in the Food & Beverage Industry

What is white labeling?
Introduction
In the dynamic landscape of the food and beverage industry, innovation and versatility are key to success. Amidst this backdrop, the concept of white labeling emerges as a strategic game-changer, offering brand holders and manufacturers a unique avenue to collaborate and thrive. In this article, we delve into the essence of white labeling, exploring its significance, benefits, and implications within the realm of Brand-Mart, the pioneering marketplace bridging brand holders and manufacturers.
What is white labeling?
At its core, white labeling refers to the process whereby a product manufactured by one company is rebranded and marketed by another company as its own. In simpler terms, it’s like purchasing a generic product and branding it with your label.
This practice enables brand holders to leverage existing manufacturing capabilities and expertise, while manufacturers can capitalize on their production capacities to cater to diverse markets.

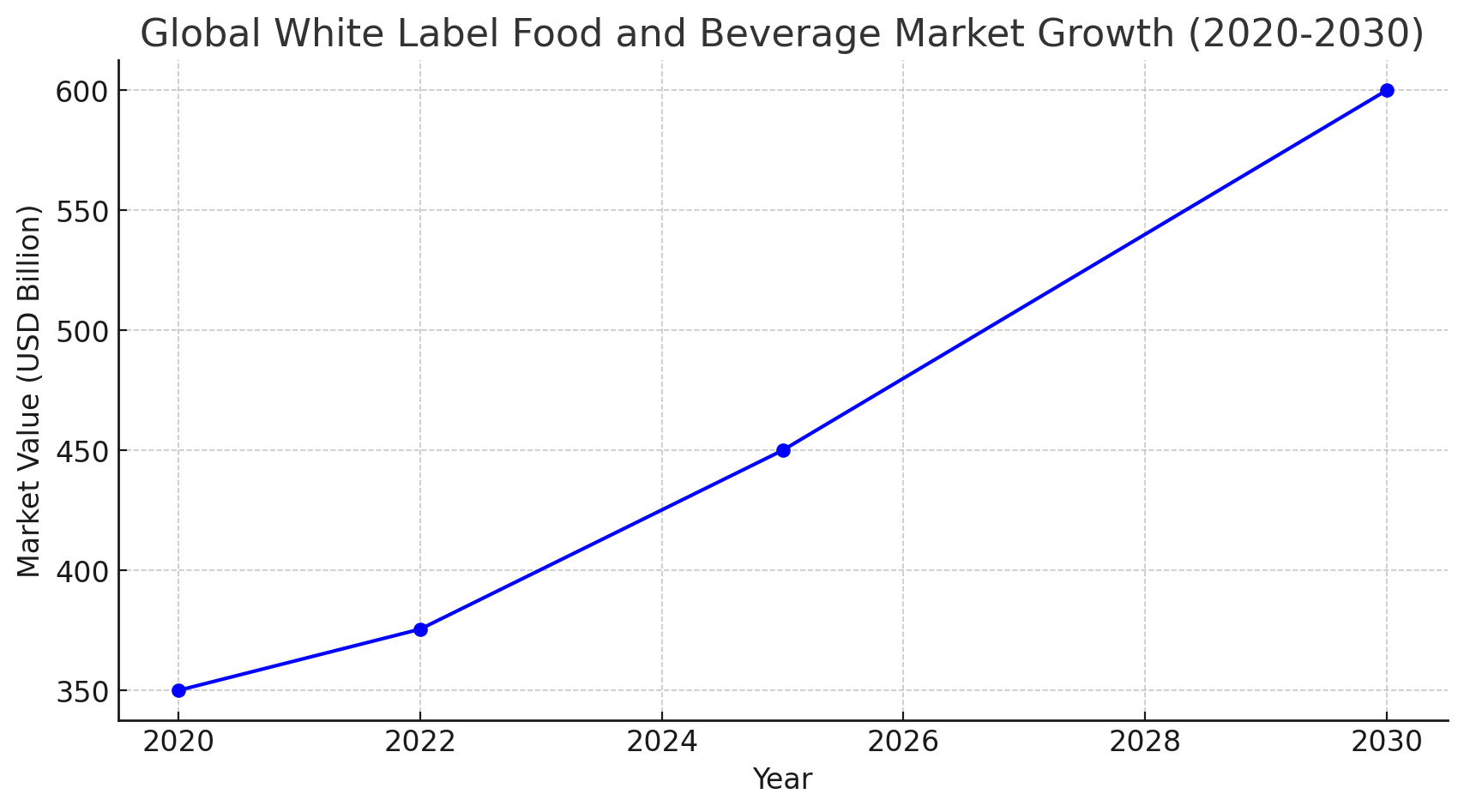
Market size and trends
There has been significant growth in the food and beverage industry white label market. This progress is provoked by the increasing number of consumer acceptances and demands for affordable and high-quality products.
From 2022, the global white label in the food and beverage market was valued at approximately USD 431.98 billion and is estimated to reach USD 709.25 billion by 2030, with a compound annual growth rate (CAGR) of about 7.34% between 2023 and 2030.
The reason for this rise is attributed to the increasing consumer demand for high-quality, affordable alternatives to national brands and a focus on sustainability.
Understanding the mechanics
White labeling operates on a collaborative model wherein brand holders, also known as resellers or private labeling owners, partner with manufacturers to bring their vision to fruition.
The manufacturer, equipped with the necessary infrastructure and resources, produces goods according to the specifications provided by the brand holder. These goods are then packaged and labeled with the brand holder’s branding, ready to be distributed and marketed to consumers

Benefits of white labeling:
1- Market entry and expansion: For brand holders, white labeling offers a streamlined pathway to enter new markets or expand their product portfolio without the need for extensive investment in manufacturing facilities.
2- Flexibility and customization: White labeling empowers brand holders to tailor products to their specific requirements, whether it’s adjusting ingredients, flavors, or packaging, thereby catering to diverse consumer preferences.
3- Brand building: By white label products, brand holders can establish their presence in the market, foster brand loyalty, and differentiate themselves from competitors through unique offerings.
4. Cost-efficiency: Collaborating with manufacturers under a white labelling arrangement enables brand holders to mitigate production costs, as they leverage existing infrastructure and economies of scale.
5- Focus on core competencies: White labeling allows brand holders to focus on their core strengths, such as marketing, branding, and distribution, while leaving the manufacturing process to specialists.
Read here: Who makes private label brands?
6- Implications for Brand-Mart: As the premier marketplace facilitating connections between brand holders and manufacturers, Brand-Mart plays a pivotal role in facilitating white-labeling partnerships.
By offering a diverse pool of vetted manufacturers and fostering a transparent and efficient platform, Brand-Mart empowers brand holders to explore white-labeling opportunities with confidence and ease.

Addressing supply chain issues
White labeling can soften supply chain disruptions by collaborating retailers with local manufacturers, so it reduces shipping costs and environmental impact. For example, sourcing products locally can diminish transportation expenses and carbon footprints, ensuring more reliable and efficient supply chains.
Challenges of white labeling
Despite its benefits, white labeling presents several challenges:
- Quality control: Maintaining consistent product quality can be challenging when relying on third-party manufacturers.
- Brand risk: Any negative issues with the product, such as recalls or quality complaints, directly impact the retailer’s brand reputation.
- Regulatory compliance: Ensuring all products meet local and international food safety and quality regulations requires diligent oversight and coordination with manufacturers.
Conclusion:
In the ever-evolving landscape of the food and beverage industry, the white label stands out as a dynamic strategy that drives innovation, collaboration, and growth.
By harnessing the power of white label, brand holders can unlock new avenues for market expansion, while manufacturers capitalize on their production capabilities to meet evolving consumer demands.
As Brand-Mart continues to pave the way for seamless partnerships between brand holders and manufacturers, the potential for white labeling to revolutionize the industry remains boundless.



Thanks For The content
Very good